MEM602 Engineering Risk Management Assignment Sample
Assignment Brief
Individual/Group - Individual
Length - 2000 words +/- 10%
Learning Outcomes
The Subject Learning Outcomes demonstrated by successful completion of the task below include:
a) developing a systematic risk management approach to strategically and operationally identify, evaluate, analyses, manage and govern risks in an engineering context
b) implementing a risk management approach in engineering practice workplace situations
c) assessing and applying methodologies and tools to improve safety, reliability and to reduce hazards.
Submission - Due by 11:55pm AEST/AEDT Sunday end of Module 3.
Weighting - 30%
Total Marks - 100 marks
Task Summary – Assessment 1
For Assessment 1, you are required to develop a risk strategy. You will be required to provide a formal report in 2000 words (+/- 10%) that outlines a risk strategy for the attached Case Study. Please note, this is an individual assessment, and it is expected that you undertake appropriate academic cues in preparing your submission.
Context – Assessment 1
The Case Study provides an overview of a specialist manufacturing organization operating in NSW, Australia. A number of attributes have been provided in the Case Study to give the reviewer (i.e., you as student) the opportunity to draw on material and construct a response that is relevant to the information provided (in the Case Study). Reference to the Case Study is required for ALL three assessments, and your critique of the Case Study will differ across ALL three assessments.
For Assessment 1, you are required to develop a risk strategy for the Case Study. The Managing Director has assigned the Project Engineer (you) to develop a risk strategy for the organization. It has become apparent to senior management that whilst key personnel across the organization have independently managed their work units and processes and the risks associated with these, an in- depth review at a strategic level has yet to take place. As Project Engineer, you will be required to provide a formal report that outlines a risk strategy for the company. Your report will be broken into 4 main categories: people, reputation, business process and systems and financial. Within these categories, you will address the scope of risk: development and evaluation of good governance principles, identification of any external and internal risk-related issues (including systemic risks) and stakeholder responsibility together with risk reporting across the company and any affiliated entities. Collectively, these factors will be discussed in the four main categories to outline the role of compliance leading to the development of a compliance policy for the company and any affiliated entities. It is expected that your report will focus on these aspects and not just on reporting a risk management plan. However, risk management tools and guides such as the Hierarchy of Controls and reference to industry standards (and others if deemed necessary) can be used to support your argument.
Report structure for assignment help
1. Executive Summary (what is the purpose and nature of the report)
2. Contents page
3. Introduction — Background information
4. Body (as outlined in report criteria)
5. Conclusion
6. Recommendations
7. List of References
8. Appendices
Referencing
It is essential that you use appropriate APA style for citing and referencing research. Please see more information on referencing here: https://library.torrens.edu.au/academicskills/apa/tool
Submission Instructions
Submit this task via the Assessment link in the main navigation menu in MEM602 Engineering Risk Management. The Learning Facilitator will provide feedback via the Grade Centre in the LMS portal. Feedback can be viewed in My Grades.
Case Study
Description of organization:
MDF Manufacturing is a small to medium-size enterprise located in the Central West and Orana District of NSW, Australia. MDF provides melamine particle-board manufacturing finishing services to wholesale, specialist retail suppliers and small businesses, both intrastate and interstate. State-of-the-art machinery and manufacturing finishing techniques allow MDF to supply and compete in very competitive kitchen and decorative door, panel and laminate markets. An engineering logistics/services workshop is operated from the site. The site is situated adjacent to a major road route in a rural area governed by the Central West and Orana Municipal Council. The MDF workforce comprises 155 employees, all of whom travel to the organization for work from within the local area in their own vehicles.
Senior Management at the MDF site:
• Managing Director (Sales and Marketing)
• Regional Sales Manager
• Project Engineer
• Logistics/Purchasing Manager
Other key personnel:
• Safety Officer
• Site Supervisor
• Maintenance Supervisor
• Warehouse Day Shift Supervisor
• Accounts Manager
• Site Operators
• Maintenance Operator
• Warehouse Operators
The facility is open 6 days a week / 24 hours a day and has no recognized holiday or shut-down periods, except for wo days at Christmas and two days over the Easter vacation periods.
Site setting:
Founded in 1985, the site comprises a shared maintenance garage, engineering logistics/services workshop, open-air vehicle parking, manufacturing/finishing complex and a single-storey office block situated on a formerly green-field site. To the North, there is arable farmland with 25-metre poplar trees along the boundary fence. On the Eastern boundary, there is a separate organization specializing in haulage and logistics. To the South, there is a service road, which acts as the main access road for vehicles to and from the site to the major road route and local country lanes. The Western boundary is separated by a small stream, used by anglers throughout the season. The site has a 3- metre-high mesh fence around the perimeter and a barrier at the main entrance.
Utilities:
Heating for the garage, manufacturing complex and offices is provided by natural gas. Part of the Manufacturing complex has comprehensive vented ducting with controlled airflow systems driven by electrical power.
Water: 16,000 m3 per year received from municipal supply. It is used in manufacturing processes, shared maintenance garage, wash-off, cleaning, heating, and so on.
Electricity: 1,800,000 Kwh per year.
Wastes: Solid waste from the manufacturing operation is collected from the workshop and shared garage operations, and placed in skips for transfer to the local waste disposal site. Of all the manufacturing maintenance waste – oil, filters, worn components, processing waste from manufacturing equipment and fume extraction (low Formaldehyde emitting) – some is segregated, recycled, and extracted by approved sub-contractors. Solid wastes are stored in skips on compacted ground bordered by unsurfaced soil. Liquid wastes are stored in 205-litre drums in the same area.
Fuel:
Diesel fuel is delivered to the site on contract and stored in two 30,000-litre elevated tanks located against the western boundary and surrounded with bunding (secondary containment) of a 110% capacity. This arrangement is shared with the Haulage and Logistics Operation.
Activities:
1. Primary finishing: trimming, sanding and upgrading of the plywood after pressing, is undertaken so as to enhance the marketability of the product.
2. Trimming saws cut the plywood boards to the required size, which are then sanded in machines fitted with wide-belt or drum sanders so as to obtain the desired surface smoothness.
3. Plywood is then produced in a wide range of sizes and thicknesses.
4. The product is sorted, packaged and allocated into lots ready for transport.
Solution
1. Introduction
The report focuses on the risk strategy of MDF, a small-scale manufacturing organization that supplies melamine products to retailers, wholesalers and suppliers across various states. This report discusses a risk strategy concerning people, organizational reputation, business process, and finances. During the Covid-19 pandemic Australian government as well as SMEs increase their expenditure in order safeguard the life of people that seems utmost crucial to increase the organizational reputation (Referred to the Appendix 1). The scope of risk is identified by developing and evaluating a good governance principle. The risk-related issues concerning the internal and external environment will be discussed in the report. The compliance policy and risk assessment through stakeholder responsibility will be provided in this report.
2. Risk Strategy
Risks privileged in several aspects
People-Working in the manufacturing sector has some hazards associated with it. The natural gas supply provides the heating of the garage, and the leakage may have some hazardous effect on the environment. Exposure to natural gas can have a life-threatening impact on employees. In this regard, it is found that mainly four types of natural gases are existing in Australia which are shale gas, tight gas, coal seam gas and conventional gas (Referred to the Appendix 2).
Reputation- Solid waste management is an important part of business as environmental pollution is an alarming problem. The organization performs its solid waste management process as many materials from the garage, and the workshop is collected. Approved contractors recycle the waste like oil, filters, the processing. If any negligence takes place in this regard, the reputation of the organization will suffer. Public-private partnership organizations suffer from risks like inflation, corruption, delay in completion, exchange and interest rate fluctuation. They release their waste to the disposal site locally, failing which may degrade their market value. They offer melamine particle board to suppliers, retailers both in a small and medium-sized business. The quality needs to be maintained. Otherwise, they may lose their business.
Business processes and system- The business process risks may include labor cost, transportation and logistics, inventory management, supply chain and regulatory or trade policies. Purchasing organizations are exposed to risk in their interaction with the suppliers (Osei-Kyei&Chan,2017). The task associated with the site is fuel storage and refueling, surface water discharge, water storage and disposal and compression planning. All these issues need to be properly handled; otherwise, storage pipe leakages can cause serious damage to the organization.
Financial risk-The budget of the raw materials and the cost of labor are some of the issues that may lead to serious issues later. The raw materials are natural gas for heating the garage and other materials used for preparing melamine products if the budget exceeds due to wastage and low quality of the materials, which is a potential risk for the organization.
3. Scope of Risk
3.1. Development and Evaluation of governance principle
The governance principles for a risk management plan are:
• Identify and assess the factors that are related to the risk.
• Evaluate the likelihood for risk to occur
• Develop strategies to mitigate the risk factors.
• Prepare a risk management plan.
• Evaluate the strategies of risk management.
The security governance policies must have some rules and regulatory principles that offer compliance to the industry and the organizational laws. International Risk Governance Council includes the economic, social, cultural perspectives of risk and develops plan through communication with stakeholders and involvement (der Vegt,2018). It is necessary to inform all the internal and external stakeholders regarding the policies, and everyone should abide by the industry standards related to risk strategy.
Evaluating the principles
A good governance principle must be participatory, efficient, responsive, effective, consensus-oriented, equitable, responsible and inclusive. For evaluating the process, proper testing of the principles needs to be performed, which is achieved by collecting information from the stakeholders of the organization. Interview, survey methods, and questionnaires are ways of collecting feedback from the employees and other shareholders. Their opinion will help assess the risk management plan's effectiveness, and any necessary alterations can be implemented. Past experiences and information from the market can help make good governance policies that reduce the probability of any hazards or risk associated with a business process. Enterprise Risk Management Plan is gaining popularity and induced by regulatory requirements (Sax &Andersen,2019). The risk can be operational where there is some flaw in the working process of the organization or failure of management or financial crisis. A proper evaluation and development of governance principles will help in identifying and mitigating the risks. For NDF, governance policy must define the ways of dealing with solid waste and the use of natural gas without any accident.
3.2. Identification of the internal and external risk-related issue
In the business of MDF, there are several internal and external risk-related issues. Firstly, the company may face issues to maintain business operations properly due to the shortage of employees. It is observed that there are only 155 employees in MDF to manage business operations. However, the company is associated with various activities such as trimming plywood, upgrading it, sanding and others. Therefore, it is a significant risk in the business of the company.
Along with this, wastes from the business is another internal business risk of MDF. For this purpose, the company needs to adopt a specific policy for waste management to maintain solid waste, worn components, oil, filters and so on. This waste can impact the environment of the industry negatively and may reduce the competitive advantage of MDF.
On the contrary, some external risk is associated with the businesses of MDF also. It is noticed that there are several particleboard manufacturing companies in Australia, such as D&R Henderson, Famitchell and others. That is why the existence of many leading particleboard manufacturing companies is a significant risk. MDF has to develop its business strategy accordingly to sustain its profitability among other competitors.
3.3. Stakeholder responsibility in the risk reporting across MDF and affiliated entities
As Hein et al. (2017) mentioned, stakeholder refers to the people interested in business activities and operations. Business risk affects the stakeholder interest of companies. That is why the stakeholder is responsible for the risk reporting and needs to help in the strategy for overcoming the risk. The major stakeholders of MDF are the key employees, suppliers, warehouse operators and others. Therefore, the CEO of MDF needs to report to the stakeholders about the potential risk of business in risk reporting.
The affiliated entity in the organization is the direct or indirect control of another entity. The other entity could be the subsidiary company or parent company. However, considering the business risk of MDF, it can be stated that the company would be beneficial with the entry of the subsidiary company. Through this, it would be possible to maintain the company's business activities properly with the help of the other organization. As subsidiary companies are other major stakeholders of the organization, the risk report of MDF is presented to the stakeholders to mitigate the company's risk significantly.
4. Role of the compliance for MDF and affiliated entities
Compliance in business refers to the relevant laws and regulations which organizations have to follow. In the view of Fiandrino, Busso&Vrontis (2019) compliance identifies the risk of the organization and assesses them properly. As there are many risks associated with the business of MDF; therefore, compliance plays a vital role in the business of MDF. The rules and regulations of MDF need to be implemented properly to avoid such risk. In Australia, there is a fair work act of 2009, which has to be followed to maintain the minimum standard of employment and entitlement in the country. Through following this, it is possible to retain the employees and improve the effectiveness of the company. As it is mentioned that there are many business activities in the business of MDF. Therefore, retaining the employee base will be effective to manage all the operations properly. Another major importance of compliance in business is, it helps to monitor the effectiveness of the risk management and help in the risk exposure. It is noticed that MDF has different employers for managing different business activities such as safety officer, site operator, accounts manager and others. Therefore, considering this, it can be stated that MDF has the proper resources to manage the potential risk and to develop the manufacturing operation.
Entity compliance defines the process and practices of business with regulatory and financial compliance. It is mentioned that through a subsidiary entity of another company in the business of MDF, the company can achieve maximum outcome business. In this case, compliance will help associate the other company in the business of MDF in a proper legal manner. Hence, compliance has an effective role in the business of MDF and the affiliated entity.
5. Compliance policy of the company and affiliated entities
As Haugh (2017) stated, corporate compliance refers to the internal policy and procedures for preventing the employees from violations of ethical standards, regulations, and others. In this way, compliance policy is involved with the risk management and internal monitoring and control of the organization legally. Considering this, it can be mentioned that the MDF needs to follow the Corporations Act of 2001 for managing their business in the market of Australia. Following the proper compliance policy will help manage the people, activities, finance and other aspects of the organization. A proper compliance policy enables the MDF to monitor and control the internal business process of the company. It effectively reduces the legal issues of the organizations and will enhance the public relation of MDF with their employees and other stakeholders. Along with this, as it is observed that the shortage of employees is a major issue of the organization; therefore, compliance policy will foster the employees' trust towards the organization and be effective in retaining the employee base for managing the organizational activities.
The compliance policy of MDF needs to be applied in the affiliated entity of the organization as well. By applying proper compliance policy, the association of the MDF with other organizations could be generated legally. As MDF is a small to medium-sized particleboard manufacturing company in Australia, an affiliated entity in the organization will enable the company to achieve a huge customer base and be effective in developing the market. Along with this, compliance policy will improve the organizational and operational efficiency of MDF and, in this way, will provide a significant competitive advantage for the organization. That is why, to manage the risk in the business of MDF, adopting a proper compliance policy is important.
6. Conclusion
From the report, it can be concluded that a risk mitigation plan is essential for an organization. Good governance policies are necessary for evaluating a risk management plan. The stakeholder responsibility is associated with proper governance of the plan, and the duties and responsibilities need to be clearly stated. A compliance plan that supports industry standards helps manage the risk associated with the business. A recommendation plan is developed for the risk strategy that will help NDF gain insight into the internal and external issues and eliminate the factors that are re-associated with a risk management plan.
7. Recommendations
• It is necessary to remain open to any changes that are required in future as the future is unpredictable, and any unprecedented risk may surface in future.
• The organisational culture is an important aspect where the stakeholders must learn from their mistakes and ready to change whenever necessary.
• The duties and responsibilities of each stakeholder must be properly stated. The governance principles must provide a clear description of the risk management policies and techniques associated with the potential factors of risk.
• A proper strategy is essential for risk assessment, and professionals need to be introduced to make an effective policy.
• The internal control, policy governance and quality control, and security issues need to be properly handled by the organisation's key personnel.
• MDF uses the open area for vehicles, and they offer natural gas as a source of energy. Instead of that, using renewable energy resources will help in dealing with environmental issues.
• Solid waste needs to be recycled, and the disposal process must follow e-waste management procedures governed by state laws.
• Cost overrun is a major reason for project failure. Some factors like low advance payment, use of innovative technology, unclear specifications are some of the reasons that are related to chaos (Afzal et al. 2019). It is necessary to keep the project under the propped budget through proper policies and governance.
References
Afzal, F., Yunfei, S., Sajid, M., & Afzal, F. (2019). Integrated priority decision index for risk assessment in chaos: cost overruns in transport projects. Engineering, Construction and Architectural Management, 27(4), 825–849. https://doi.org/10.1108/ECAM-02-2019-0079
Der Vegt, R. G. (2018). Risk assessment and risk governance of liquefied natural gas development in Gladstone, Australia. Risk Analysis, 38(9), 1830–1846. https://doi.org/10.1111/risa.12977
Fiandrino, S., Busso, D., &Vrontis, D. (2019). Sustainable responsible conduct beyond the boundaries of compliance. British Food Journal, 121(5), 1035–1049. https://doi.org/10.1108/BFJ-03-2019-0182
Haugh, T. (2017). Nudging corporate compliance. American Business Law Journal, 54(4), 683–741. https://doi.org/10.1111/ablj.12109
Hein, A. M., Jankovic, M., Feng, W., Farel, R., Yune, J. H., &Yannou, B. (2017). Stakeholder power in industrial symbioses: a stakeholder value network approach. Journal of Cleaner Production, 148, 923–933. https://doi.org/10.1016/j.jclepro.2017.01.136
Osei-Kyei, R., & Chan, A. P. C. (2017). Risk assessment in public-private partnership infrastructure projects. Construction Innovation, 17(2), 204–223. https://doi.org/10.1108/CI-08-2016-0043
Sax, J., & Andersen, T. J. (2019). Making risk management strategic: integrating enterprise risk management with strategic planning. European Management Review, 16(3), 719–740. https://doi.org/10.1111/emre.12185
MEM601 Engineering Sustainability Assignment Sample
Individual/Group - Group
Length - 2,500 words +/–10%
Learning Outcomes: The Subject Learning Outcomes demonstrated by the successful completion of the task below include:
a) Critically analyse the importance and challenges of ethics and sustainability in the economy and organisations, reflecting on the roles of key sustainability stakeholders;
b) Investigate, analyse and evaluate the challenges associated with sustainably and ethically managing an engineering organisation’s strategy and functions, as well as the management
capabilities required;
c) Critically analyse and apply tools, methodologies, management practices and processes to ensure engineering sustainability compliance and delivery of sustainable outcomes; and
d) Create a sustainability strategy to contribute to business continuity.
Task Instructions for Engineering assignment -
Group Formation
• Form groups as guided by your facilitator.
• Read the MEM601_Assessment 3_Group Working Guide document for more information about group formation.
In this assessment, you will use circular economy concepts to generate recommendations that
countries can adopt to address e-waste. To complete this assessment, you will research and address the questions and issues (outlined below) in relation to Australia.
Business Models
• Identify examples of business models that promote the circular use of electronic resources.
• What incentives are required to promote circular concepts throughout the lifecycle of electronic products?
• How can businesses ensure that circular economy concepts are embedded throughout their electronic supply chains?
Technology
• Identify examples of innovative technologies that can facilitate the re-use of e-waste materials.
• Identify challenges to the adoption and scalability of technical solutions.
The methodology for this assessment is based on desk-based research using secondary sources. You need to prepare for and approach this task by reviewing the content and readings provided in ‘Module 4: Ensuring Engineering Sustainability Compliance’ and conducting research of publicly available information.
In structuring the report, please use the following headings as a guide:
1. Introduction
Summarise the background information provided on the circular economy and e-waste and the objective of the assignment.
2. Research questions to be addressed Research questions and issues related to business models and technology.
3. Literature Review
Summarise the literature review for each research question.
4. Recommendations for Australia
What should Australia do to facilitate a more effective strategic approach to develop a circular economy for e-waste?
5. Conclusions
6. References
7. Appendices
Solution
Introduction
In an ever-changing imperfect world, every contributor are working in management and collaboration in providing a better and safe future for the future generations to come. The experts, scientists, and major concerns all around the world consider sustainability to be the prime focus of our era in realizing the needs of the next generation.
Electronic waste, which is also referred to as E-waste is a central subject with concern to a circular economy. The circular economy is an alternative to a traditional linear economy which follows the basic principle of creating resources, utilizing and then disposing of them however in a circular economy, resources are kept in store, the focus is on maximum utilization and at the end of the service, products and source material are recycled and reused completing a full cycle (CSIRO n.d.). Electronic devices and equipment are a gift to mankind and science and they are necessary tools for increasing welfare, and developing education and trade. The fruit comes with flaws, and hence, the price of digitization and long network connectivity is paid through the economic waste, large quantities of electronic waste is swept in drains which causes a lot of adverse effects and a high ecological footprint. According to a report in 2018, around 50 million metric tons of e-waste are generated all across the world, out of which, only 20% of the waste is recycled or reused through proper channelization. Better channelization and treatment of recycled electrical and electronic equipment can improve overall resources, improves sustainable production or consumption, and will contribute to a circular economy (Engineers Australia n.d.).
Objective
This assignment aims at analyzing the importance and challenges in developing an ethical and sustainable circular economy concerning the diverse roles of the stakeholders in managerial functions, practices, and strategies to ensure engineered sustainability in delivering the outcome
Research Questions
1. What are the challenges faced in a WEEE management system?
2. What role did key sustainability stakeholders play in managing e-waste?
3. What are the factors that affect the circular economy in general?
4. How do technological and social factors affect the E-Waste management in circular economy?
Literature Review
E-Waste Management, Circular Economy, and Engineering sustainability
Waste electrical and electronic equipment management or WEEE management is responsible for the waste electrical appliances by the manufacturer of the same. As per, Parajuly & Wenzel (2017), the rapid changes and innovation in the fields of technology have multiplied the usage of electronic and electric equipment (EEE). It is time that WEEE must be seen as a potential danger that can cause severe damage to both environment and human life. A low-cost solution is recycling the most End-of-Life (EoL) equipment in compliance with environmental norms. The recycling process includes procedures such as collection, disassembly, shredding, compression, etc. to collect and restore the rare and important elements that are wasted (Parajuly & Wenzel, 2017).
WEEE aims at recovering finer metals and rare natural elements to be restored and reused however the practices involved in recycling have not come across with the development of complex electronic devices. According to, Awasthi et al. (2019), many fine metals and elements are lost due to being in low concentrated quantities, and therefore the conventional restoration processes by WEEE cannot recycle that. Most restoration facilities can effectively separate steel and aluminum however fails to recover other important and unique metals. As per, Awasthi et al. (2019), first time, the WEEE directive was introduced was in 2003 and was amended in 2012. The directives of WEEE contain principles based on hierarchy to prioritize the management of preventing WEEE which involves activities such as reuse, recycling, and other restoration methods. Also, the WEEE Directive introduced the producer responsibility principle which states that a producer is financially responsible for the collection and treatment of WEEE. Similarly, EPR or extended producer responsibility aims at meeting the manufacturing process with EoL management in products to ensure efficient recycling and promote reuse (Awasthi et al. 2019).
The latest update on the European circular economy action plan also suggests that by developing better eco-design, we can extend the product lifecycle of certain electronic devices which will be good for the eco-system altogether.
The legislative framework for WEEE management
WEEE management is widely known to follow specific regulations and strategies that are engulfed in law and accept the extended producer responsibility as a key initiator in managing electronic waste. Cesaro et al. (2018) comments that all the electrical and electronic equipment (EEE) which involves tools that are powered by electromagnetism or electric current comes under the directive of WEEE. The WEEE directive by the EPR program makes EEE producers responsible for the recycling of post-consumer products. Recycling can be promoted and managing the cost of wastage that is assigned to the producer can be reduced by the implementation of the eco-design for EEE.
However, as per Cesaro et al. (2018), the development of a productive and sustainable management system depends not only upon its producers but all the stakeholders, operators, government bodies, and consumers that indulge in sustainable practices. The European WEEE Directive also made distributors responsible for availing an electronic item in the market. The role of a consumer in this is quite simple which is to participate in the collection of WEEE. This directive is put upon in ensuring that the environment is protected as well as materials are stored and collected for future use (Cesaro et al. 2018).
Structural analysis of Stakeholders
The paper gives the solution of Waste Management for dealing with the electronic waste and talks about the different stakeholders related to e-waste According to Pandey, Kaushal & Shukla (2022), there has been a huge increase in the amount of e-waste generation worldwide. This can be attributed to the increased rate of population growth, development in technology, and rapid urbanization. There has been a large increase in the amount of e-waste due to the frequent disposal of the used electronic gadgets which is a result of the rapid growth of information technology that needs frequent disposal of older gadgets. There is a presence of a large amount of toxic material in these e-wastes like heavy metals, and chemicals. This is a threat to environmental health and safety. Therefore, recycling this waste is a very important process. Pandey, Kaushal &Shukla (2022), states that for policymakers, the recycling of e-waste is a matter of huge concern. There has been the implementation of different policies on the production, recycling, and reuse of EEE. From the treatment stream, there can be a reduction in the amount of e-waste when recycling of EEE is done. Also, there is the comeback of valuable materials which can help in enhancing the economy. The work of collection and treatment of WEEE from the governments at the local level has been reduced by the policymakers of different countries by making different strategies like DRS (Deposit Refund Scheme), EPR (Extended Producer Responsibility), and PRO (Producer Responsibility organization).
Business models, Supply chain, and circular economy
From different sectors like business, government, and society the interest in the circular economy is increasing. It has been found that environmental, social, and financial benefits can be gained by shifting from a linear model to a circular model of economy According to Ferasso et al. (2020), by reuse of resources the emissions, waste leakage, and the use of energy can be reduced effectively. This can maintain a balance between the economy, environment, and society. The circular economy aims to generate new products from the items that are at the end of their lifecycle. This can help to reduce waste generation. In industrial ecosystems, these Closing material loops can be very economical and become a successful business model. Sustainability can also give a competitive advantage to the companies like that in the manufacturing sectors. The revenue models of the companies can become more frequent product-focused industries after the adaption of a circular model of economy. It can affect value proposition, value creation, and value capture, which are the three dimensions of a business model.
Some of the most contentious waste management policies is the transfer of harmful waste between developed to less developed countries. According to Xavier et al. (2021), there have been different conventions for this like the Basel Convention guidelines which came into action in 1989. This convention also includes a large amount of e-waste that is generated in these countries. The strategies which are needed for waste management are always not consistent with the principles of economics. This includes the strategies which are needed to transform the linear model of the management into a circular model. In e-waste management sustainability can be achieved by the promotion of the 3Rs principle which tells to reduce waste, reuse, and recycles resources and products. By using e closed-loop supply chain CE efficiency can be achieved. Special techniques like hydrometallurgical techniques can help to recover the metal components from e-waste. Especially by using selective leaching, selective precipitation, and liquid-liquid extraction technique this can be done. Xavier et al. (2021) suggests that, these techniques are not friendly to the environment so techniques like urban biomining techniques should be used which can help to recovery of non-renewable values fromthe recycled resources. This is also a more economical model.
Isernia et al. (2019) researched, various Sustainable business strategies formulated using the Circular Business model. For effective evaluation of the model, the performance of all the processes of the supply chain must be measured. The 8 staged process includes (1) Plan (2) Source (3) Make (4) Deliver (5) Use (6) Return (7) Recover (8) Enable. Various subprocesses must be augmented with the processes which may allow recovery, re-use, and maintenance of end-of-use products. Processes must be aligned such that they match with the resource availability, supply chain requirement, and sourcing of other materials that drastically lessen the waste, and make returns enable, a resource-efficient production, which enables buyback, and take-back programs, proper disposal, and sustainable packaging. The objective of Performance can be sub-grouped into performance objectives under a circular economy, Objectives that pivot on Triple Bottom Line, and objectives that specify a supply chain in a circular business model (Isernia et al. 2019).
Technology and e-waste
Waste from electrical and electronic equipment (WEEE) contains hazardous substances but it also includes valuable raw materials which can be extracted and reused. There are different techniques by which this extraction can be done. According to Batinic et al. (2018), the recycling rates all over the world are very negligible in today’s time. 27 raw materials were found from the e-waste that has high economic importance. Among these 27, 14 materials have nearly 100 % value in recycling. Critical raw materials like cobalt, tungsten, beryllium, gallium, tantalum, etc., precious metals like gold, silver, palladium, and platinum can be found in the raw materials of WEEE. Metals like europium, terbium, cerium, gadolinium, yttrium, etc. are also found which are called rare earth elements (REEs). So, recycling of WEEE within a circular economy plays a big economic role. Manual dismantling, shredding, and manual and/or mechanical separation can decrease the overall recycling efficiency. So specialized systematic approaches are needed for the recycling of the e- wastes. Adjustment of the pre-treatment process is needed so that appropriate output materials can be extracted. There should be increased collection rates of the product groups that contain CM so that more CMs can be recovered. Also, the structure and design of EEE products should be optimized which can in turn facilitates manual disassembly and enhance the recycling processes.
Challenges in Technical applications
There are many challenges en route to the application of technology, that may be Lack of finance, lack of government support, and Lack of skilled workers to name a few. There may be thought of acquiring better, and more innovative technologies to retrieve valuable elements from the electronic waste, but lack of funds does not allow buying of high-end machinery to retrieve those elements. The crude process of procurement comes at a very low cost, even though new technologies are welcomed, but pricing is a major issue. Government can act as a catalyst to rope in better and more sustainable technologies to treat, and manage e-waste. Everyone knows how dangerous it is to dump toxic materials such as Mercury, Arsenic, etc. but considering the cost of properly managing the waste, people find it easier to dump them. There are certain expensive metals like gold, and Silver that can be retrieved from old PCBs. A rough estimate is around 340 gms of Gold, and 3.4 kg of silver can be procured from such waste but lack of infrastructure, and skilled labor is a hindrance.
Recommendations for Australia
As we know that only around 20% of global e-waste is truly recycled whereas the rest of the toxic dump is usually incinerated or thrown in landfills. The solution for this is already well known which is the implementation and the problem is how? Many policies based on the circular economy have been legislated in the last 10 years (Kiron et al. 2017). To increase recovery performance, it is recommended that WEEE legislation be backed by major investments in training programs and building several capacities. Innovation and creativity in recycling techniques are needed to restore rare minerals from the e-waste. (Bailey & Shantz, 2018)
Facilitating an effective strategic approach to develop a circular economy for e-waste can be done in some ways:
• Aligning policies with the resource utilization process: The shift to a circular economy will require a set of changes in the policies at a macroeconomic level. An economic approach in a circular economy will be considered an economic matter which involves recognizing the economic benefits gained from its competitiveness, new opportunities, and innovation in businesses and resistance against scarcity of raw materials and fluctuating prices (Cucchiella et al. 2015).
• Covid 19 measures concerning resource utilization: The circular economy has the potential to support economic downpours if resource utilization includes Covid-19 measures. Shifting to a more resilient and effective circular economy will contribute to meeting long-term environmental objectives with better job allocation and economic growth, overall (Adejumo & Oluduro, 2021).
• Implementation of materials cycle: Improvements in the material cycle will include a shift from controlled disposal toward material restoration and recycling. Better energy recovery facilities need to be installed as residual wastes for the unrecycled e-waste.
• In the last 20 years, multiple environmental labeling and information schemes (ELIS) took place in varying scopes and sizes. Its implications are the same for both producers and consumers. The growing environmental labeling will lead to more confusion and loss of credibility. As facilitators and enablers, one must work towards harmonizing the field of environmental labeling and information schemes (Australian Government, Department of the Environment and Heritage, 2003).
• Insufficient funds or technical expertise are basic obstructions for setting up waste management services or even implementing better resource allocation policies. As government bodies and facilitators, one must strengthen working on data, indicators, and effective resource allocation to develop a circular economy. It includes material information in an international database, improving research on environmental impacts and the cost of raw material utilized throughout the life cycle of minerals. (Services Australia, 2019)
Conclusion
The waste management system explains how the numerous constraints interact to construct platforms for the system to take the advanced recycling tools and techniques. The constraints are divided into 5 types based on their nature, such as organizational, economic, supply chain, market type, infrastructure, and technological. When these known problems affect the implementation of closed-loop solutions, the interaction among them increases the strength of the problems. Due to the scarcity of numerous raw materials, WEEE acts as an important source of secondary raw materials. It provides opportunities for future development in the Circular Economy to recycle e-waste by focusing on recovering important and rare metals which are strongly driven by EPR schemes.
Quantitative information from other sources has been used extensively for the insights into understanding the context-specificity of constraints and adapt the best course of action. This research work brings upon some managerial and societal contributions by WEEE and provides an important platform for future thesis and development in the methods of e-waste collection and recycling. It includes aspects of entrepreneurship training and perspective from business models of WEEE management. Key data and insight regarding managerial processes and practices in mining and collecting is a very important part of organizational sustainability.
References
.png)
.png)
MEM602 Engineering Risk Management Case Study 3 Sample
Task Summary
To complete this assessment, you will identify TWO significant process-based risks as prioritised and listed in the Risk Register (Assessment 2). You are to draw upon the data provided in ALL six modules and provide discussion in the form of a Technological Report of 2,500 words (+/- 10%) as to why these risks are significant for the organisation.
Technology Report criteria:
Refer to the Case Study. Take into account ALL of the case’s context;
1. Identify TWO significant process based risks as prioritised and listed in the Risk Register (Assessment 2);
2. Provide discussion as to why they are deemed as significant;
3. Use the following technological risk sequencing and evaluation techniques (A and B) to further this discussion:
A. Adopt a Decision Tree Analysis (DTA) approach and answer the following questions:
i) What is the decision that must be made;
ii) Identify two significant Process-based risks (for Option A and Option B);
iii) Identify two expected scenarios that focus on the risk’s use of controls with each of these options (an opportunity scenario with the use of risk controls and a deviation away from objectives due to use of risk controls) and the likelihood of each scenario;
iv) determine an expected outcome for each of these scenarios
B. Using the same process-based risk or an alternative (as per level of significance and priority identified in the risk register) apply an Event Tree Analysis (ETA) to determine the functioning/not functioning of the risk controls to mitigate this risk’s consequences. Your lecturer/facilitator will be able to assist in formulating your.
Report structure:
1. Executive Summary (what is the purpose and nature of the report);
2. Contents page;
3. Introduction - Background information;
4. Body (as outlined in Technology Report Criteria);
5. Conclusion;
6. Recommendations;
7. List of References;
8. Appendices
Assessment criteria and weighting is as follows (also refer to the assessment rubric).
1. Group presentation of concepts: 20% of this assessment
2. Analytical depth and discussion of technological risks: 35% of this assessment
3. Critical thinking and reflection: 35% of this assessment
4. Communication of ideas /quality of the style and structure of the response: 10% of this assessment.
Types of media used:
All assessment submissions must be in the form of a written report. The report can be supported by the following types of media:
• static imagery;
• Panopto video;
• PowerPoint slides;
• MPV video
Solution
Introduction
Regular inspections are essential to guaranteeing the dependability and durability of our fleet of vehicles in the face of a dynamic operating environment. The background information and importance of Preventive Maintenance Programs (PMPs) in reducing the risks of machine failures are highlighted in the introduction. For Assignment Help, It emphasizes the financial and operational ramifications of ignoring routine inspections, laying the groundwork for the analysis that follows. A fleet of vehicles' overall productivity and efficiency can be negatively impacted by skipping routine inspections, which can also result in expensive repairs and downtime. It may also present a safety risk to motorists and other users of the road if possible problems are not found and fixed quickly. The report explores the results of several analytical techniques used to explore the complexities of the inspection routine risk, including the Pareto chart, decision tree analysis, process mapping, and event tree analysis. The introduction establishes the context for a thorough examination of the ways in which these analyses provide insights and suggestions to strengthen our preventive maintenance strategies.
The first chosen processed based risk to be evaluated from our risk register is the first on the list which is that of inspection routine.
It is deemed worthy of attention because for the following reasons:
a. On-time routine inspection is vital as it puts in check the risk of any negative surprises that might occur in a machine or equipment, in this case, the vehicles. This is highlighted by Al-Refaie & Almowas (2023, p. 51) as the aim of any Preventive Maintenance Program (PMP) is to minimize as much as possible, the cost of repair and equipment downtime. When this is tackled properly, it results in increase in the useful life of these vehicles, as well as enhancing their systems’ availability. On the other hand, failure to prioritize and treat such risk would lead to lost production capacity or reduced product quality.
b. Secondly, Pirbalouti et al. (2023, p. 1) defines major accidental hazards (MAHs) as hazards that can damage human health environment, damage installations, as well as lead to an organization’s reputation loss. Neglecting this risk of late inspection routine could be detrimental as it can possibly lead to MAH(s).
c. Finally, the occurrence of any or both previous two instances could have a detrimental effect on the image of an organization.
In analysing the above risk, we adopt a Decision Tree Analysis (DTA). In doing so, we follow the method as outlined by Ostrom et al., (2012, p. 172). Firstly, we create an accident classification table by allocating classes to the above possible accidents, describing them, and assigning them costs. This is tabulated below:
.png)
Next, we create a table for the probability of these accidents occurring as depicted below:
.png)
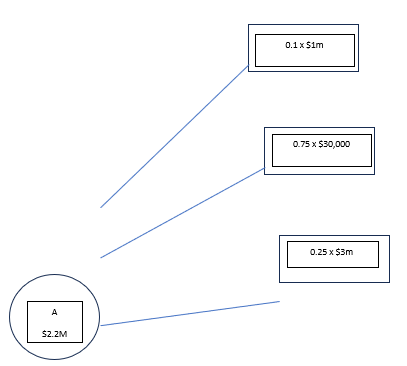
System A
0.1 x $1,000,000 = $100,000
0.75 x $30,000 = $22,500
0.25 x $3,000,000 = $750,000
Total cost = $100,000 + $22,500 + $750,000 = $872,500
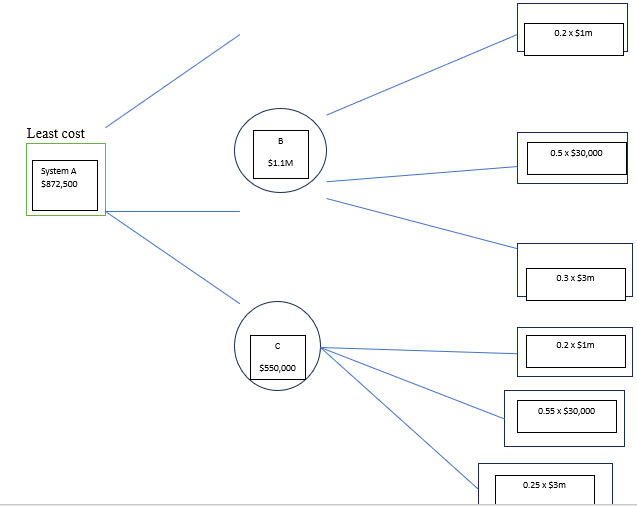
System B
0.2 x $1,000,000 = $200,000
0.5 x $30,000 = $15,000
0.3 x $3,000,000 = $900,000
Total cost = $200,000 + $15,000 + $900,000 = $1,115,000
System C
0.2x $1,000,000 = $200,000
0.55 x $30,000 = $16,500
0.25 x $3,000,000 = $750,000
Total cost = $966,500
From the above analysis, it clear that system/policy A is the way to go.
Representing this analysis in a Decision Tree is shown in the figure below:
NOTE: Still ETA is pending for risk 1, my group mate will add.
Apareto chart is pending my group mate will add
Process mapping.
RTS carried out process failure mapping to identify inefficiencies, challenges, and opportunities to improve their PM process. A flow chart was used to streamline the PM activities and create opportunities for in-depth evaluation. Furthermore, a Pareto chart deployed to aid detail the primary concern of the PM process.
Figure 1.0.
RTS PM Process

Note: Flow chart created by the authors.
Figure 2
Failure mapping within the PM process.
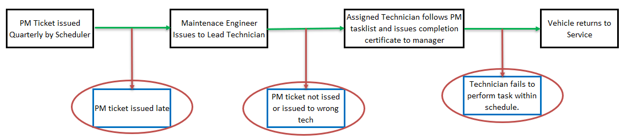
Note: Flow chart created by the authors.
RTS PM pareto evaluation.
Pareto chart performed on RTS PM process indicated that the 80% of the PM challenge are from PM ticket issued late, PM ticket not issued, and PM issued to wrong technician. These issues were analyzed using Decision Tree Analysis (DTA) and Event Tree analysis (ETA). To resolve part of the issues identified, RTS needs to implement an automated system that sends reminders to the manager a day before a task is scheduled for completion. Lastly, integrate a feature in the scheduler to incorporate a latest finish time on the job ticket, enabling the scheduler to notify the manager when this deadline is approaching (see recommendation section).
Figure 1.0
RTS PM pareto chart
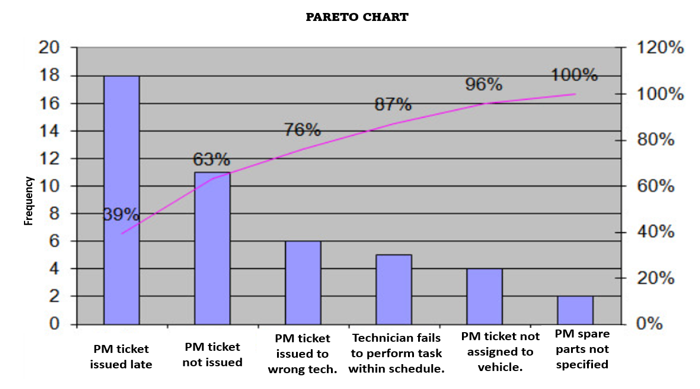
Note: Nic, (2021). The Pareto Principle (80-20 rule) explained. https://www.paretolabs.com/the-pareto-principle-80-20-rule-explained/
Figure 1.0
Decision Tree Analysis
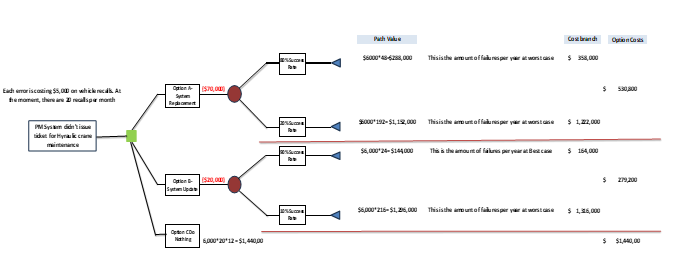
Option A Path Value
Path Value 80% success rate =6000*(100-80)/100) *12*20) = 6000*(20/100) *12*20= 6000*48 = $288,000.
Path Value 20% success rate = 6000* ((100-20)/100) *12*20) = 6000*(80/100) *12*20 = 6000*192 = $1,152,000.
Option B Path Value
Path Value 90% success rate =6000*(100-90)/100) *12*20) = 6000*(10/100) *12*20= 6000*24 = $144,000.
Path Value 10% success rate = 6000* (100-10)/100) *12*20) = 6000*(90/100) *12*20 = 6000*216 = $1,296,000.
Option A Cost Branch
Cost branch = Total cost + Path Value
Option A1 = 70,000+288,000 = $358,000
Option A2 = 70,000+1,152,000 = $1,222,000
Option B Cost Branch
Option B1 = 20,000+144,000 = $164,000
Option A2 = 70,000+1,296,000 = $1,326,000
Option Cost
Option A.
Option cost = Cost branch*success rate (%) A1 + Cost Branch*success rate (%) A2
Option cost = (358,000*80%) +(1,222,000*20) = $530,800
Option B.
Option cost = Cost branch*success rate (%) B1 + Cost Branch*success rate (%) B2
Option cost = (164,000*90%) +(1,316,000*10) = $279,200
Option C.
Option cost = $1,440,000
From the above computations, Option B ($279,200) is a viable option for RTS to choose based on the DTA outcome.
Maintenance activities are routinely & integral part of the ETA business processes commonly employing a variety of tools such as hand tools, mechanical devices, electronic instruments, lift equipment, and more. However, the utilization of these tools introduces a notable level of risk. Event Tree Analysis (ETA) emerges as a systematic approach to identifying potential accident scenarios and sequences within complex systems. ETA, employing an inductive methodology, meticulously delineates all conceivable outcomes stemming from an accidental (initiating) event. It takes into account the operational status of safety barriers and factors in additional events and considerations. By utilizing ETA, potential vulnerabilities in the design become apparent, allowing for a comprehensive assessment. This assessment facilitates the implementation of appropriate mitigating measures, enhancing overall safety in the maintenance process (Rausand, 2004).
Figure 1,0
Event tree Analysis
.png)
Note: Rausand, M. (2004). System reliability theory; event tree analysis.https://www.ntnu.edu/documents/624876/1277590549/chapt03-eta.pdf/6f3e1b19-4824-4812-adc8-9762d2201c22
PM System failed to lodge Hydraulic Lift Crane for maintenance.
One of the risks higher than maintenance is absence of maintenance of equipment or tools. RTS have a high chance of experiencing a disastrous hydraulic lift collapse within the maintenance activities due to negligence and notable knowledge gap within the operators of this high-risk equipment. The initial challenge identified on the ETA is the PM system failure to lodge hydraulic crane for maintenance. This
The practical application of Event Tree Analysis (ETA) for the given scenario involving a Hydraulic Lift Crane. The sequence of events can be analyzed as follows:
Initiating Event: PM System Failure to Lodge Hydraulic Lift Crane for Maintenance.
This event marks the beginning of the analysis. The preventive maintenance (PM) system fails to schedule the required maintenance for the Hydraulic Lift Crane.
Branche 1- Failure of PM System
PM system failure could be attributed to various reasons such as technical glitches, human error in data entry, or system malfunction that could. This problem could possibly be avoided by taking proactive measures in training employees, system auditing and upgrade to avert human error or negligence. These measures could minimize the likelihood of the undesirable event and promote safety and reliability of the equipment.
Branch 2: Crane Not Maintained
PM system failure could possibly lead to neglect of routine PM operations, thereby translating into late or missed maintenance of the equipment. If the crane is not subjected to the necessary maintenance tasks, it could possibly lead either of the two possible outcomes- triggers the maintenance caution system to signal overdue maintenance schedule or failed caution signal.
Branch 2.1: Warning Not Activated
There's high level safety concern in the event of this failure mode. One critical aspect is the activation of warning systems to alert the maintenance team. If the mechanism that generates alerts regarding the crane's maintenance state fails, the safety precautions are further compromised, leading to a more dangerous situation.
Branch 2.2: Safety Lock Failed
In the absence of maintenance, the failure of a safety lock could be a critical failure point. Safety locks are crucial mechanisms to prevent accidents during crane operations. It is the last line of defense before final breakdown of the equipment. At this point, the outcome is often undesirable and very expensive.
Outcome: Crane Collapsed
The culmination of these events could result in the catastrophic failure of the machinery. In the event collapse occurs, it could possibly result in additional damage to the equipment, the environment, and the potential loss of life of personnel(s) caught up in the case of this disaster.
In practical terms, this Event Tree Analysis helps identify failure mode and their potential consequences. It allows for a systematic evaluation of the factors contributing to the functional failure. This analysis becomes evident that the breakdown in the PM system, lack of maintenance, and failures in warning systems and safety locks are all critical elements that, when combined, lead to the ultimate failure of the crane. Implementing ETA in this scenario enables proactive identification of weaknesses in the maintenance and safety systems, providing an opportunity to address these issues before they escalate into a major incident like a crane collapse (Hulett, 2006).
Recommendation
i. Implement robust preventive maintenance Program (PMP) that prioritizes timely routine inspection to minimize repair cost, reduce equipment downtime, and extend useful life of equipment.
ii. Adapt system A to ensure highest degree of safety, and probability of major accidental hazards (MAHs)
iii. Implement regular system audit, system upgrade, and employee training to minimize human error.
iv. Regularly assess the risk management strategies and make necessary changes to align with business objectives.
v. Adopt comprehensive reporting and documentation system for all maintenance activities.
Conclusion
In conclusion, the analysis of the routine inspection risk highlights how crucial it is to take proactive preventive action. The Decision Tree Analysis directs us toward a system or policy that maximizes overall safety while simultaneously reducing expenses. Our PM process's main obstacles are highlighted by the Pareto chart, which directs us toward focused enhancements. We can efficiently allocate resources and prioritize our efforts to address the most critical issues in our preventive maintenance process by combining the insights from the Pareto chart and Decision Tree Analysis. This all-encompassing strategy makes sure that we are minimizing possible risks in addition to cutting expenses, which eventually results in a safer and more effective operation. While event tree analysis reveals the potentially disastrous effects of a PM system failure and motivates us to give system audits and employee training top priority, process mapping reveals inefficiencies. The recommendation section highlights the need to strengthen our defenses against the risks identified as we navigate these revelations by implementing a strong preventive maintenance program, upgrading our systems, and providing training to our employees. This report acts as a compass, pointing the way toward a proactive and robust approach to risk management and maintenance within our operational environment.
Reference
.png)

- Assignment - Child Care
- Assignment - Mathematics
- Assignment - Accounting
- Assignment - Auditing
- Assignment - Biology
- Assignment - Law
- Assignment - Management
- Assignment - Nursing
- Assignment - Finance
- Assignment - Computer Science and IT
- Assignment - Humanities
- Assignment - Economics
- Assignment - Statistics
- Assignment - Architecture
- Assignment - Engineering
- Assignment - cookery
- Assignment - Marketing
- Case Study - Chemistry
- Case Study - Accounting
- Case Study - Law
- Case Study - Management
- Case Study - Nursing
- Case Study - Finance
- Case Study - Computer Science and IT
- Case Study - Engineering
- Case Study - Economics
- Case Study - Biology
- Case Study - Auditing
- Case Study - Marketing
- Case Study - Project Management
- Coursework - Diploma
- Coursework - Accounting
- Coursework - Auditing
- Coursework - Biology
- Coursework - Management
- Coursework - Nursing
- Coursework - Finance
- Coursework - Computer Science and IT
- Coursework - Engineering
- Coursework - Humanities
- Coursework - Child Care
- Coursework - Project Management
- Coursework - Economics
- Coursework - Cookery
- Coursework - Law
- Dissertation - Accounting
- Dissertation - Auditing
- Dissertation - Biology
- Dissertation - Law
- Dissertation - Management
- Dissertation - Nursing
- Dissertation - Finance
- Dissertation - Computer Science and IT
- Dissertation - Humanities
- Dissertation - Economics
- Essay - Politics
- Essay - Childcare
- Essay - Accounting
- Essay - Biology
- Essay - Law
- Essay - Management
- Essay - Nursing
- Essay - Computer Science and IT
- Essay - Humanities
- Essay - Economics
- Essay - Auditing
- Essay - Engineering
- Essay - Architecture
- Essay - Finance
- Essay - Science
- Essay - Marketing
- Programming - Computer Science and IT
- Reports - Management
- Reports - Computer Science and IT
- Reports - Project Management
- Reports - Marketing
- Reports - Nursing
- Reports - Engineering
- Reports - Accounting
- Reports - Humanities
- Reports - Finance
- Reports - Architecture
- Reports - Biology
- Reports - Economics
- Reports - Childcare
- Reports - Law
- Research - Accounting
- Research - Auditing
- Research - Biology
- Research - Law
- Research - Management
- Research - Nursing
- Research - Finance
- Research - Computer Science and IT
- Research - Science
- Research - Engineering
- Research - Humanities
- Research - Economics
- Research - Project Management
- Research - Statistics
- Research - Architecture
- Research - Marketing
- Thesis Writing - Computer Science and IT
- Thesis Writing - Engineering
- Thesis Writing - Biology
- Thesis Writing - Finance
- Thesis Writing - Humanities
- Thesis Writing - Auditing
- Thesis Writing - Economics
- Thesis Writing - Law
- Thesis Writing - Nursing
- Thesis Writing - Accounting
- Thesis Writing - Architecture

.png)
~5.png)
.png)
~1.png)



















































.png)






